Magnetic Zipper Weld & Assembly Station
Challenge: Assemble and weld magnetic zipper fittings to continuous lengths of zipper fabric.
Solution: The machine consists of a series of web handling rollers, dancers and tension zones that pull and feed the fabric and zipper elements through assembly and weld stations.
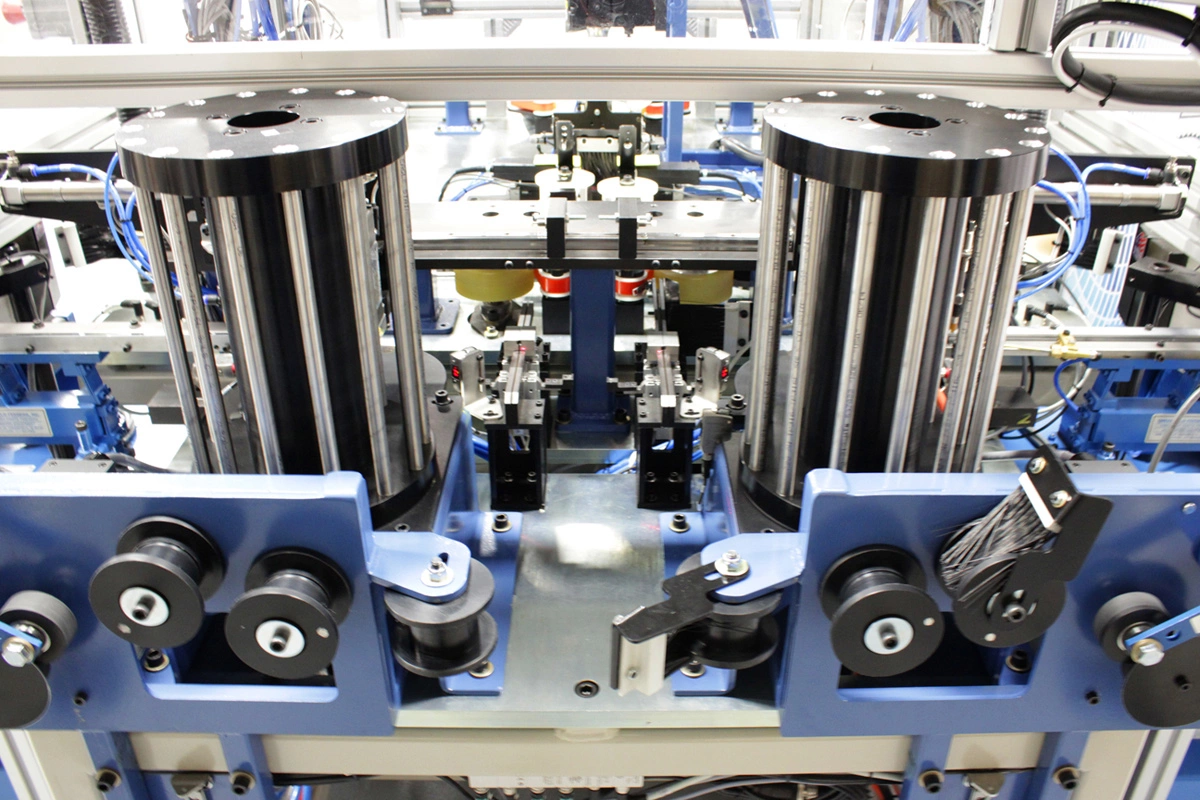
Web Handling:
This portion of the operation ensures that the two zipper halves travel through the machine with matched timing. A set of nip rollers pull and feed the web, controlling its position and speed through the assembly and welding operations. As the web leaves the assembly rollers it passes through an Intermediate Dancer, which controls the tension between the assembly station and the weld station. It also accommodates changes zipper lengths, from as little as 15” to as long as 36”.
Assembly:
This station adds magnets and barrels to the overmolded fittings on the zipper fabric. The matched zipper webs each get one magnet and one barrel to create the assembly. One half receives a male barrel with “ears” and a smaller magnet. The other half receives the female barrel with a larger magnet. Each half of the assembly process consists of a barrel bowl feeder with inline track and escapement to feed and orient the barrels. In addition, a magnet magazine and feeder singulates and presents the magnets for assembly. A pick and place unit assembles the components by first picking up a barrel, then picking up a single magnet, and snapping the two parts onto the over molded fitting on the end of the zipper web. Once the two pick and place units have installed barrels with magnets, the grippers holding the over molded fitting open to release the web. The nip rollers then feed the web to present the next fitting for assembly.
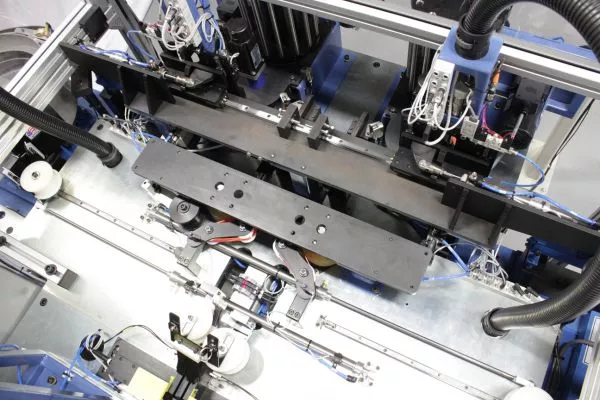
Welding:
This station ultrasonically welds the barrels to the over molded end fittings. As nip rollers pull the web through the station, a weighted dancer maintains tension and accommodates differences in part length. Sensors control slow and stop motor actions to precisely position the barrels and fittings prior to welding. Another sensor controls the speed of the nip rollers in case of an upstream slowdown or stoppage. The webs travel through an ultrasonic weld anvil. Grippers built into and around the anvil trap and secure the barrels prior to welding.
Quality checks performed during operation include sensing part movement during assembly and checking weld parameters against acceptable parameters